Unloading robot on lathe for 1 ton workpiece
When feeding equipment such as large-scale sleeping cars, large-scale planers and large-scale machining centers, the rough parts are usually several hundred kilograms, and some have to be loaded. The transportation of large motor housings, reducer housings, and engine housings is also time-consuming and laborious. Whether it is machining loading and unloading, paint penetration, cleaning and other processes, it is very time-consuming and laborious, which directly affects work efficiency. The handling of such large parts has long been carried by large gantry robots in Europe and the United States. A few years ago, our company designed and processed a 350 kg paint invading robot for a German company. It has been running smoothly and efficiently, and users are quite satisfied with it. Our company also designed 500kg heavy steel axle loading and unloading (horizontal car) robots for other companies. Combining with the practical experience and guidance of the robots of the German Baigla company, we can design and build a handling robot with a weight of 5000 kg. This article takes 500 kg heavy steel shaft loading and unloading (horizontal car) robot as an example to introduce, the design of other load-carrying robots is similar.

1 The original requirements
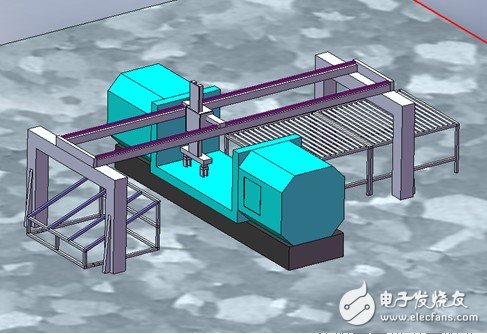
The steel axle weighs about 500kg and is about 2000mm long. It is placed on the material rack behind the sleeping car. The robot is required to grab the steel shaft on the material rack and place it on the two support frames of the front horizontal car, grab the processed steel shaft and place it on the material rack in front of the lathe. For this, choose a two-dimensional XZ robot with a horizontal movement axis (X axis) and an up and down movement axis (Z axis). According to the height of the two material racks, the center height of the lathe and the distance between them, the effective stroke of the robot hand is 6000*1000mm. Figure 1 is a schematic diagram of the robot and the lathe.
Operating speed: The average speed of the Z axis is 20 meters per minute, and the maximum operating speed is 30 meters per minute. The average speed of the X axis is 30 meters per minute, and the maximum operating speed is 35 meters per minute.
2 The overall structure of the robot
Figure 1 is a schematic diagram of the structure of the XZ two-dimensional robot. The design of this robot is one of the design schemes given on the basis of three German large-load robots and a Spanish company's special steel shaft loading and unloading robot.
Z-axis structure:
Z axis adopts double 100*100*6mm double steel column structure. The distance between the two steel columns is 600mm, and they are connected by aluminum plates to form a reinforced structure of 120*800mm (width*length). The effective stroke can be selected from 600 to 1600mm as required. Z axis adopts double linear guide structure and single gear rack transmission method.
X-axis structure:
The X-axis adopts a double-beam structure (similar to a beam suspended from the sky). Each beam adopts a reinforced beam structure with a cross section of 200*200*8mm (width * length * arm thickness). The effective stroke can be selected from 6000 to 12000mm as required. The X-axis adopts a double linear guide structure and a double-sided rack and pinion synchronous transmission method.
Here both X-axis and Z-axis adopt imported high-speed and large-load linear motion guides and high-speed and large-load rack and pinion motion transmission structures.
3 Robot support structure
The overall bracket adopts the gantry type, and the two columns are planned to adopt 300*300*10mm. The two uprights adopt an adjustable foot structure to adjust the verticality. The distance between the two uprights depends on the on-site loading and unloading requirements.
4 Description of loading rack:
Since the workpiece to be processed is a steel shaft, its size is about 2300*200mm, and it weighs 500 kg. All of it can be transported to the loading rack by overhead cranes and carts, or transported by conveyor belts. Considering the use of conveyor belt transportation, the steel shaft is required to roll to the last position to ensure that the steel shaft is parallel to the axis of the lathe chuck. The steel shaft can have a small left-right position error at the final position of the conveyor belt, but it should be small. In this way, the robot grabs the steel shaft, lifts it (Z-axis), moves horizontally (X-axis) to the top of the lathe chuck axis, and then lowers the Z-axis until it reaches the two support shafts on the lathe.
5 Description of the unloading rack:
The blanking rack is related to the user's transportation method of the processed steel shaft. Here we assume that the steel shaft is used for rolling transmission by its own gravity. After the robot grabs the steel shaft, it raises it (Z-axis) to a certain height, then moves horizontally (X-axis) to the top of the blanking frame, and then the Z-axis descends until the steel shaft is placed on the blanking frame.
6 Claw description
The gripper is made by the German Sommer-Automation company, which provides a variety of special grippers for many European companies. We adopt the same train steel shaft gripping claws used by European companies to ensure technical maturity and stable and reliable use.
7 Linear guide rail selection
We choose Japanese THK company high-speed guide rails. Here both X-axis and Z-axis choose SHS45LV model, the maximum dynamic load of the guide rail is 10000GK when a single slide block, and the maximum dynamic load is 50000GK when the two slide blocks are rigidly connected. Four sliders are used on each high-speed rail in this project, and they are rigidly connected. In this way, two SHS45LV type guide rails and eight sliding blocks are fully capable of high-speed movement, high-speed acceleration and deceleration when the maximum dynamic load is 1000 kg load.
When the single guide rail and double sliders are close together: Ma = 16.3kN.m, Mb = 16.3kN.m, Mc = 3.53kN.m (single slider data),
When four sliders are used close together: Ma, Mb and Mc will all increase by 5 to 6 times.
8 Gear rack selection:
A rack with a modulus of 4 and a width and height of about 50*40mm is initially selected.
Two motion control system1) CNC system
Choose Siemens PLC to ensure high reliability and long-term stable and reliable operation.
2) Drive motor
Z-axis drive motor:
The Z axis adopts an AC servo motor with a rated speed of 2000 rpm and a rated output of 25Nm, and a 5.3 kilowatt AC servo motor with a maximum output of 62Nm (within 3 seconds).
The maximum operating speed of the Z-axis is 30 meters per minute, the average operating speed is 20 meters per minute, the acceleration is 0.5 meters per second, the load/driving motor moment of inertia ratio is less than 2, and the reducer is PLN 142/20 from Germany NEUGART
The output requirement of the normal ascending reducer is 312Nm, while the actual maximum output of PLN 142/20 is 1187Nm, and the maximum speed is 2273 rpm, the maximum output of the drive motor is 62Nm, and the safety factor is 280%.
Servo motor with automatic brake should be selected for Z axis.
X-axis drive motor:
The X axis adopts an AC servo motor with a rated speed of 3000 rpm and a rated output of 5Nm, and a 1.6 kilowatt AC servo motor with a maximum output of 12.6Nm (within 3 seconds).
The maximum operating speed of the X-axis is 31 meters per minute, the average operating speed is 30 meters per minute, the acceleration is 1.05 meters per second, the load/driving motor moment of inertia ratio is less than 2, and the gearbox is PLE 120/20 from NEUGART, Germany.
The output requirement of the normal motion reducer is 70Nm, while the actual maximum output of PLE 120/20 is 252Nm, the maximum speed is 2400 rpm, the maximum output of the drive motor is 12.6Nm, and the safety factor is 260%.
The X axis uses two identical servo motors and planetary reducers.
3 Equipped with planetary reducer
Planetary reducer for Z axis
The planetary reducer is equipped with PLN142/20 from German NEUGART company. The reduction ratio of the reducer is 20, the rated output torque is 910Nm, the maximum output torque is 1920Nm, the efficiency is 95%, and the backlash is less than 5 arc minutes.
Planetary reducer for X axis
The planetary reducer is equipped with PLE 120/20 from NEUGART, Germany. The reduction ratio of this reducer is 20, the rated output torque is 260Nm, the maximum output torque is 520Nm, the efficiency is 94%, and the backlash is less than 12 arc minutes.
The X axis uses two identical planetary reducers.
Three movement process1 Loading process
First, the X-axis moves to the top of the loading rack, and the claw opens after waiting for the signal of the upper steel shaft on the loading rack to be in place. After detecting that both claws are fully opened, the Z axis drops to a certain height. This is that the steel shaft should be in the claw. After detecting that there are steel shafts inside the two claws, the claws are closed. After detecting that the two claws are closed, the Z-axis is raised to the specified height, and then the Z-axis in-position signal is detected (to prevent the steel shaft from hitting the machine tool). After detecting the Z-axis up in-position signal, the X-axis machine tool's chuck moves directly above it and then stops moving, and then detects the X-axis in-position signal. After detecting the X-axis in-position signal, the Z-axis moves down to the specified height and then stops. At this time, the axis of the steel shaft is concentric with the axis of the machine chuck, and then the Z-axis in-position signal is detected.
After detecting the Z-axis in-position signal, the claws are opened and the steel shafts are placed on the two support frames of the lathe. After detecting the claw open signal, the Z axis rises to the specified height, the machine tool spindle starts, and processing starts.
The loading time is about 20 seconds. Here is the estimated time based on the running speed. The loading time can only be accurately calculated according to the specific height of the machine tool, the height and position of the loading rack.
2 Cutting process
After the machine tool is processed and the spindle has stopped rotating, the Z axis starts to descend and the claw opens. After detecting that the Z axis has dropped to a certain height and there are steel shafts inside the two claws, the claws are closed. After detecting that both claws are closed, the Z axis is raised to the specified height. After detecting the Z-axis up-to-position signal, the X-axis moves up the blanking rack. After detecting the X-axis in-position signal, the Z-axis moves down to the specified height and then stops, and then detects whether the steel shaft has been placed on the unloading rack. After detecting that the steel shaft has indeed been placed on the unloading rack, the claws are opened. After detecting the claw opening signal, the Z axis starts to rise to the specified height and check the Z axis in-position signal. After detecting the Z-axis up-to-position signal, the X-axis starts to move to the specified position in the upward direction of the material rack, and starts to grab a steel shaft to complete the feeding process.
The blanking time is about 20 seconds, here is the estimated time according to the running speed, and the blanking time can be accurately calculated according to the specific height of the machine tool, the height and position of the blanking rack.
Four conclusionsSince Cartesian coordinate robots are very suitable for various machine tool loading and unloading applications, in many European countries, machine tool loading and unloading have already been widely used. The German Berger Lahr Cartesian Coordinate Robot, which is represented by our company, enjoys a high reputation in Europe. We can design efficient, high-speed and reliable special handling robots for users based on the successful experience and cases of German companies and our more than 10 years of application experience.
Fiber Optic Cable,Fiber Cable,Optical Cord,Optic Cable
Dongguan Tuojun Electronic Technology Co., Ltd , https://www.fibercablessupplier.com